اینسرت تراشکاری چیست؟(الماس)نحوه ی کارکرد و خواندن.
آخرین بروز رسانی: 30 آذر 1404
بدون دیدگاه

اینسرتهای تراشکاری (Turning Inserts) که در بازار ایران به نام الماس تراشکاری نیز شناخته میشوند، قلب تپنده عملیات ماشینکاری هستند. انتخاب درست این قطعات کوچک میتواند تفاوت بین یک تولید پرسود و باکیفیت با یک پروژه شکستخورده باشد.
در ادامه، راهنمای جامعی درباره انواع، کدگذاری و انتخاب اینسرتها برای شما تهیه کردهام.
۱. ساختار و جنس اینسرت (Grade)
الماسها معمولاً از تنگستن کارباید ساخته میشوند، اما بسته به نوع کاربرد، با مواد مختلفی پوششدهی یا ترکیب میشوند:
-
کارباید پوششدار (CVD/PVD): رایجترین نوع برای فولاد و چدن.
-
سرامیک: مناسب برای سوپرآلیاژها و تراشکاری سخت.
-
CBN (مکعب بر نیترید بور): دومین ماده سخت جهان بعد از الماس، مخصوص فولادهای سختکاری شده.
-
PCD (الماس پلیکریستالی): مخصوص فلزات رنگین (آلومینیوم، برنج) و مواد غیرفلزی؛ روی فولاد ذوب میشود.
۲. درک سیستم کدگذاری (استاندارد ISO)
هر اینسرت با یک کد مشخص (مثل CNMG 120408) شناسایی میشود. هر حرف نشاندهنده یک ویژگی است:

حرف اول: شکل هندسی (Shape)
-
C: لوزی ۸۰ درجه (پركاربردترین برای روتراشی)
-
D: لوزی ۵۵ درجه (برای کپیتراشی)
-
T: مثلثی (اقتصادی، دارای ۳ لبه برش)
-
W: ششضلعی یا Trigon (دارای ۳ لبه با استحکام بیشتر از مثلث)
-
V: لوزی ۳۵ درجه (برای ظریفکاری و زوایای تند)
-
R: گرد (برای شیارهای شعاعی و استحکام بسیار بالا)
حرف دوم: زاویه آزاد (Clearance Angle)
-
N: صفر درجه (اینسرت منفی – دو طرف الماس قابل استفاده است)
-
C: هفت درجه (اینسرت مثبت – مخصوص ظریفکاری)
حرف سوم: تلرانس (Tolerance)
نشاندهنده دقت ابعادی الماس است (معمولاً حرف M یا G).
حرف چهارم: برادهشکن و سوراخ (Type)
نشان میدهد که آیا الماس سوراخ دارد و شکل گل (برادهشکن) آن چگونه است (مثلاً G یعنی دو طرفه با سوراخ).
اعداد (ابعاد)
-
دو رقم اول: طول لبه برش (مثلاً ۱۲ یعنی ۱۲ میلیمتر).
-
دو رقم دوم: ضخامت الماس (مثلاً ۰۴ یعنی ۴.۷۶ میلیمتر).
-
دو رقم سوم: شعاع نوک الماس (Radius)؛ مثلاً ۰۸ یعنی ۰.۸ میلیمتر.
۳. انتخاب برادهشکن (Chipbreaker)
گلِ روی الماس فقط برای زیبایی نیست! وظیفه آن خرد کردن برادههاست تا به دور قطعهکار نپیچند.
-
فینیشینگ (Finishing): گلهای ظریف برای باردهی کم و سطح صاف.
-
متوسط (Medium): برای عملیات عمومی.
-
خشنتراشی (Roughing): گلهای درشت برای برداشتن بار زیاد در یک پاس.
۴. رنگبندی استاندارد متریال (ISO Chart)
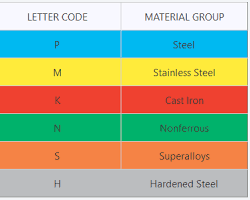
هنگام خرید، به رنگ روی بستهبندی توجه کنید:
-
آبی (P): مخصوص انواع فولاد.
-
زرد (M): مخصوص استنلس استیل (فولاد ضدزنگ).
-
قرمز (K): مخصوص چدن.
-
سبز (N): مخصوص آلومینیوم و فلزات رنگین.
-
نارنجی (S): مخصوص آلیاژهای مقاوم به حرارت (تیتانیوم).
-
خاکستری (H): مخصوص متریالهای بسیار سخت.
۵. نکات کلیدی در طول عمر الماس
برای اینکه الماس شما زود نسوزد یا نشکند، به این سه فاکتور (مثلث برش) دقت کنید:
-
سرعت برشی (): سرعت چرخش قطعهکار. زیاد بودن آن باعث سوختن الماس میشود.
-
نرخ پیشروی (): سرعت حرکت ابزار در طول کار. زیاد بودن آن باعث شکستن الماس میشود.
-
عمق برش (): مقداری که ابزار در گوشت کار فرو میرود
نکته حرفهای: همیشه سعی کنید شعاع نوک الماس (Radius) را متناسب با عمق برش انتخاب کنید. یک قانون سرانگشتی این است که عمق برش نباید کمتر از ۲/۳ شعاع نوک الماس باشد تا از لرزش (Chatter) جلوگیری شود.
تفاوت الماس مثبت و منفی (Pos vs Neg)
این یکی از مهمترین مباحث در انتخاب “هلدر” و “اینسرت” است:
-
اینسرت منفی (Negative):
-
زاویه آزاد ندارد (۹۰ درجه است).
-
میتوان از هر دو روی الماس استفاده کرد (مثلاً در CNMG شما ۸ لبه برش دارید).
-
برای قطعات ضخیم و قدرت بالای دستگاه عالی است.
-
-
اینسرت مثبت (Positive):
-
دارای زاویه آزاد است (مثل CCMT).
-
فقط یک روی آن قابل استفاده است.
-
نیروی برش کمتری ایجاد میکند؛ عالی برای لولههای نازک، قطعات ظریف و دستگاههای با قدرت کم.
-
شما می توانید انتخاب خود را از طریق سایت ابزار نگین صنعت انتخاب و با مشاورین ما در تماس باشید.
بدون دیدگاه
اشتراک گذاری

اولین دیدگاه را ثبت کنید