





نقد و بررسی
سه نظام دستگاه تراش برند SANOUبررسی سه نظام دستگاه تراش
سه نظامها اجسام استوانهای، متقارن محوری یا نامنظم را نگه میدارند. قطعات و ابزارها بعد از قرارگیری درون فکهای سه نظام به کمک آچار سه نظام دستاه تراش بر روی آن محکم میشوند. فکهای سه نظام معمولاً با استفاده از یک آچار T شکل در جای خود محکم میشوند.
سهنظام دستگاه تراش یکی از اساسیترین و پرکاربردترین ابزارهای نگهدارنده قطعهکار در ماشینهای تراش است که از سه فک فولادی با زاویه دقیق ۱۲۰ درجه نسبت به یکدیگر تشکیل شده و وظیفه اصلی آن، بستن محکم، هممرکز و پایدار قطعهکار (مانند شفتها، میلها، فلنجها، قطعات استوانهای یا چندضلعی منظم) در حین عملیات تراشکاری، سوراخکاری، قلاویزکاری، رزوهزنی یا حتی پرداخت سطحی است.
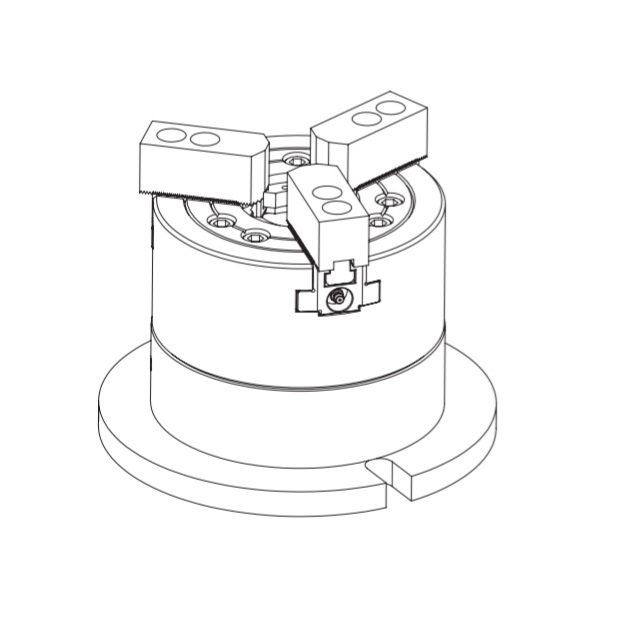
ساختار کامل و اجزای تشکیلدهنده
سهنظام دستگاه تراش از اجزای زیر تشکیل شده است که هر کدام نقش حیاتی در عملکرد کلی دارند:
فکهای نگهدارنده (Jaws): سه عدد فک متحرک که از فولاد سختکاریشده ساخته میشوند و سطح تماس آنها معمولاً دندانهدار یا صاف است.
فکها به دو صورت داخلی (برای بستن از داخل قطعه توخالی) و خارجی (برای بستن از بیرون قطعه) عمل میکنند. فکهای نرم (نیمهآماده) برای ماشینکاری دقیق و فکهای سخت (تمامسخت) برای تیراژ بالا استفاده میشوند.
حلزونی یا پیچ ارشمیدسی (Scroll Plate): صفحه حلزونی دایرهای در مرکز سهنظام که با چرخش آچار یا سیستم هیدرولیک، شیارهای منحنی آن فکها را به صورت شعاعی و همزمان به سمت مرکز یا بیرون حرکت میدهد. این مکانیزم دقت هممرکزی را تا ۰.۰۱ میلیمتر تضمین میکند.
بدنه اصلی (Body): از چدن داکتیل یا فولاد چقرمه ساخته شده، با شیارهای نصب روی فلنج اسپیندل تراش و بلبرینگهای دقیق برای تحمل دورهای بالا (تا ۴۰۰۰ RPM).
آچار یا کلید تنظیم (Chuck Wrench): برای مدلهای دستی، آچار T شکل یا L شکل که با چرخش، حلزونی را میچرخاند.
سیستم هیدرولیک/پنوماتیک (در مدلهای پیشرفته): سیلندر روغنکاریشده، پمپ فشار (۳-۷ مگاپاسکال) و شیرهای کنترل برای باز و بسته شدن خودکار فکها در CNC.
چگونگی کارکرد گام به گام
۱. نصب روی دستگاه: سهنظام از طریق فلنج یا رزوه به اسپیندل سرگردان (Headstock) دستگاه تراش متصل میشود. تلرانس نصب معمولاً ۱:۵۰۰۰ است تا لرزش صفر باشد.
۲. بستن قطعه: قطعهکار بین فکها قرار میگیرد.
با چرخاندن آچار (در مدل دستی)، حلزونی میچرخد و شیارها فکها را همزمان به سمت مرکز فشار میدهند (نیروی شعاعی ۱۰-۵۰۰ kN بسته به سایز).در مدل هیدرولیک، سیگنال الکتریکی/روغنی فکها را در ۲-۵ ثانیه باز/بسته میکند.
۳. چرخش و تراش: اسپیندل میچرخد (دور ۵۰-۴۰۰۰ RPM)، قطعه با دقت هممرکز میچرخد و ابزار تراش (اینسرت کاربایدی) با حرکت خطی، برش میدهد.
۴. باز کردن: معکوس چرخاندن آچار یا رها کردن فشار هیدرولیک، فکها را باز میکند. در CNC، این فرآیند خودکار و برنامهریزیشده است.
این کارکرد باعث میشود قطعه بدون لغزش، لرزش یا تغییر مرکز در حین عملیات سنگین (تراش طولی، مخروطی، رزوه) بماند.
انواع کامل سهنظام بر اساس مکانیزم، فک و کاربرد
بر اساس نحوه باز/بسته شدن فکها:
خودمحور یا جمعرو (Self-Centering): فکها همزمان و خودکار به مرکز میروند؛ ایدهآل برای قطعات گرد/منظم (۹۰% کاربردها).
مستقل یا نامنظم (Independent): هر فک جدا تنظیم میشود؛ برای قطعات نامنظم یا نیاز به جبران خروج از مرکز.
بر اساس سیستم محرک:
دستی (آچارخور): ارزان، برای تراشهای معمولی و تولید کم؛ سایز ۸۰-۴۰۰ mm.
هیدرولیک: خودکار، دقت ۰.۰۲ mm، نیروی بالا؛ برای CNC و تیراژ بالا (سایز ۱۶۰-۳۱۵ mm).
پنوماتیک: سبک، برای سرعت بالا اما نیروی کمتر.
برقی/مغناطیسی: نادر، برای قطعات حساس.
بر اساس فک:
سهفک استاندارد: عمومی.
چهارفک ترکیبی: سه فک جمعرو + یک فک ثابت برای سوراخکاری.
سایزبندی: قطر اسمی ۸۰، ۱۰۰، ۱۲۵، ۱۶۰، ۲۰۰، ۲۵۰، ۳۱۵، ۴۰۰ mm؛ سوراخ مرکزی ۲۰-۱۰۰ mm.
کاربردهای جامع در تراشکاری و صنایع
عملیات اصلی تراش: طولتراشی، رویهتراشی، مخروطتراشی، رزوهزنی خارجی/داخلی، شیارزنی.
سایر ماشینها: دریل ستونی (بستن مته)، فرز CNC (گیرش قطعه)، میز جوش (ثابت کردن)، دستگاههای سنگزنی.
صنایع: خودروسازی (شفتها)، نفت/گاز (فلنجها)، هوافضا (قطعات دقیق)، ابزارسازی.
![]()
جهت دریافت بیشتر درباره محصولات SAONOU با مسئولین فروش ابزار نگین صنعت در تماس باشید.










0دیدگاه